
Automated nitrogen analysis reduces costs per sample
The world's population is growing and with it the demand for food and animal feed with clearly verifiable ingredients. This includes the protein content. This can be determined by nitrogen analysis – fully automaticated with the new N-Realyzer from C. Gerhardt. The laboratory system ensures high throughput, is low-maintenance and intuitive to operate. Among other things, it owes this to a valve block from Festo, which offers high tightness in gas distribution.
With N-Realyzer, proteins from food, animal feed or fertilizers can be analyzed quickly, easily and reliably using the Dumas method. "In future, the system will also be used to carry out analyses in the growth market of the pharmaceutical industry," explains Nils Müller, Head of Research and Development at C. Gerhardt. The Dumas method offers clear advantages over the wet-chemical Kjeldahl method: it is much faster, requires less preparation and is much safer for laboratory technicians as they do not come into contact with hazardous chemicals.
Nitrogen content determines protein content
From the solid sample to the finished result, the system works through five steps. In the first step, the samples are thrown into the furnace by the autosampler. In the furnace, the samples are being combusted completely at around 1000° C with the help of an oxidation catalyst. The combustion of the samples produces a gas mixture with all possible components – but only the nitrogen content is of interest in order to calculate the protein content.
Step 2 takes place in the copper reactor. There, the nitrogen oxides are reduced to nitrogen pairs and excess oxygen from the combustion is captured. The third step is the removal of water from the gas flow using a two-stage water separation system. After water separation, only the carrier gas, nitrogen and carbon dioxide remain in the gas stream.
High tightness of the valve block for sample and purge gases
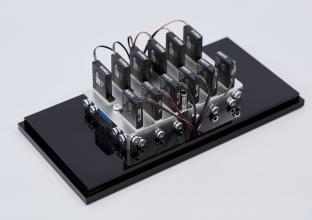
"This is where the valve block with the VYKA media-separated solenoid valves from Festo comes into play and helps us to remove the carbon dioxide via our adsorber system," adds Nils Müller. Festo's individually created customer solution distributes sample and purge gas in the CO2 traps. "The valve block meets the strict requirements for tightness and critical operational reliability within the 24-valve configuration of our system," says Nils Müller, pleased with the high tightness of Festo's solution.
The high tightness and low energy consumption of the valve system increases the efficiency of the system and reduces the cooling times of the adsorbers, as the device manages with low operating temperatures overall. The valve block with the VYKA valves therefore contributes to overall productivity. "We were particularly impressed by the commitment and support shown by the Festo experts in their Project Office for the life science market in developing our customer-specific solution," adds Nils Müller. Festo's solution was available ready for installation within four months of the initial contact.
Reduce complexity
Removing CO2 is simple on a small scale, but becomes complex when hundreds of samples are processed every week. "We teamed up with Festo to develop a customized, reliable gas distribution system on the carbon adsorber that makes it much easier to use and automatically clean our adsorbers," explains Nils Müller. After the adsorbers, N-Realyzer has separated all elements of the combustion gas except nitrogen. This means that the nitrogen content can be quantified using a thermal conductivity detector (TCD).
Reduce costs per sample
The patented autosampler and the adsorber system with the valve block from Festo in combination with the sophisticated software offer laboratory users a great deal of flexibility. The working times of the device can be set in the software so that, after appropriate preparation the day before, the device can start work before personnel are present in the laboratory. In addition, hardly any chemicals are used. "These important features significantly reduce the costs per sample," reports Müller.
Whether solid or liquid, with a high or low nitrogen content: N-Realyzer delivers reliable and precise results for up to 100 samples in series for any sample matrix. The patented autosampler prevents samples from being mixed up. Thanks to the high variability in the sample sequence, users can flexibly "insert" urgent samples. 80% solid samples today and 70% liquid or pasty samples tomorrow? That would be no problem for N-Realyzer. Thanks to the two-stage water separation, the water content of aqueous samples is completely removed. The benefit: laboratories can analyze aqueous samples in series without risking the failure of their device.
Sophisticated design
During development, the development team placed great emphasis on improving user and maintenance friendliness. For example, unlike its predecessor model, N-Realyzer is cubic and no longer rectangular. It is also mounted on a turntable. This means that all parts are easily accessible.
N-Realyzer therefore sets standards in terms of availability, service and durability. The quick replacement of all process-relevant components during operation saves working time and ensures smooth operation. "The use of high-quality materials and the carefully considered system design not only ensures precise analysis, but also simple maintenance and servicing. The tool-free sealing concept enables all consumables to be replaced quickly," summarizes Nils Müller, Head of Research and Development.
About C. Gerhardt:
C. Gerhardt GmbH & Co. KG in Königswinter near Bonn has been developing and producing analytical systems and basic products for laboratory work since 1846. In addition to the analytical accuracy of the systems in the laboratories, customers worldwide receive comprehensive applicative support and maintenance services. With three subsidiaries, eight regional offices and numerous international partners, the company is active in over 90% of the world with 100 employees.
Festo is a global player and an independent family-owned company with headquarters in Esslingen am Neckar, Germany. Festo has set standards in industrial automation technology and technical education ever since its establishment, thereby making a contribution to sustainable development of the environment, the economy and society. The company supplies pneumatic and electrical automation technology to 300,000 customers of factory and process automation in over 35 industries. Digitalization, AI and the LifeTech sector with medical technology and laboratory automation are becoming increasingly important. The products and services are available in 176 countries. With about 20,600 employees in over 250 branch offices in around 60 countries worldwide, Festo achieved a turnover of around €3.45 billion in 2024. More than 8% of this turnover is invested in research and development. In this learning company, 1.5 % of turnover is invested in basic and further training. Festo Didactic SE is a leading provider of technical education and training and offers its customers worldwide comprehensive digital and physical learning solutions in the industrial environment.


{kind=link}
{kind=link}
{kind=link}